










Характеристики
Описание
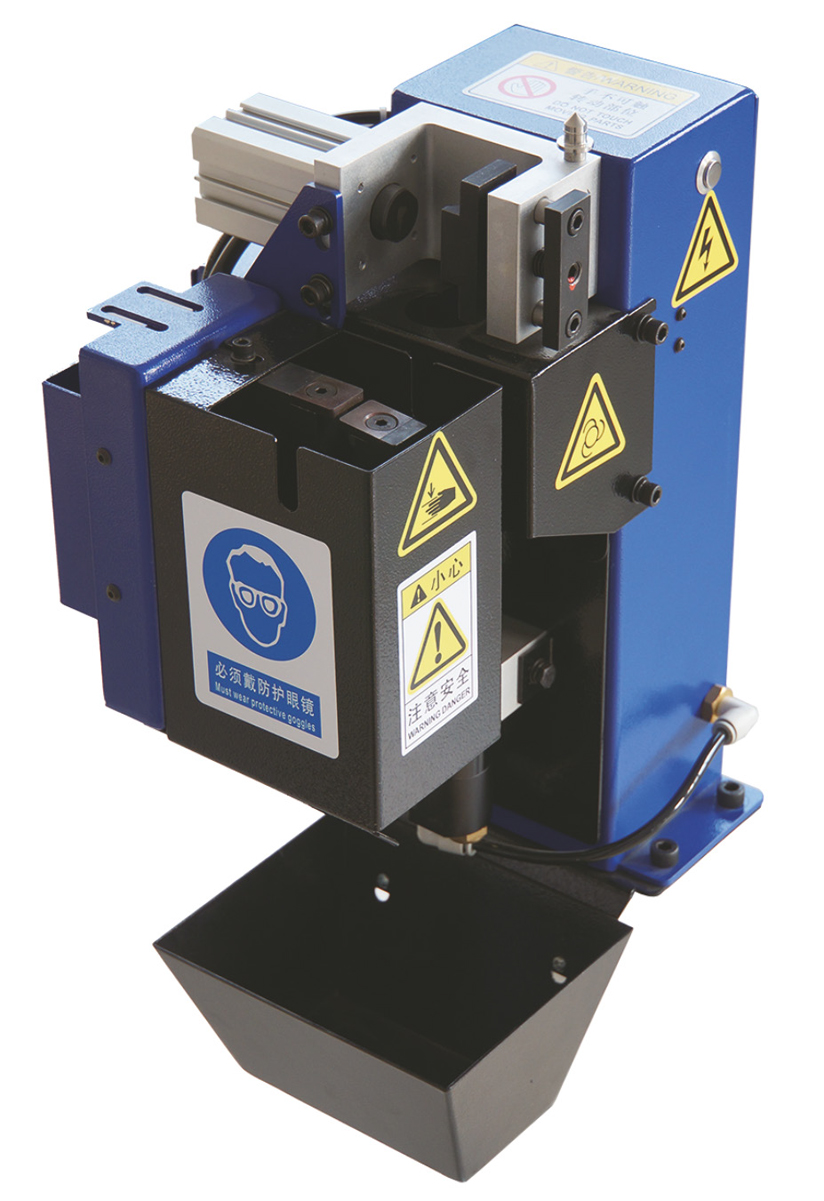
Пневматическая станция обслуживания сварочных горелок AT01 представляет собой комплексное решение для надежного автоматического обслуживания сопел роботизированных горелок. Станция производит очистку сопла горелки путем срезания нагара вращающейся фрезой, обрабатывает горелку антипригарным средством, обрезает проволоку. Станция комплектуется коалесцирующим фильтром и распылителем масла. Опционально станция может комплектоваться стойкой.
Компактные станции очистки обеспечивают наивысший уровень обслуживания горелок, оставаясь предельно простыми в эксплуатации и обслуживании. Конструктивное отличие данной станции - объединение зоны сбрызгивания антипригарной жидкостью и зоны зачистки от нагара. Данное решение значительно сокращает количество необходимых перемещений, что существенно снижает временные затраты на очистку. Периодичность очистки зависит от свариваемых изделий и подбирается индивидуально.
Станция очистки горелок применима для всех типов MIG/MAG горелок и является вспомогательным универсальным изделием для роботизации сварки. Если не проводить регулярную чистку горелок от нагара возникнут серьёзные проблемы, такие как ускоренный износ расходных элементов (сопла, наконечники и т.д.), неправильное формирование потока защитного газа и сварочной ванны, залипание проволоки в контактном наконечнике и многое другое. Также при налипании большого количества сварочных брызг сопло может начать задевать изделие в процессе сварки. Подобного рода ситуации могут повлечь за собой как остановку работы комплекса (в связи с повышенным давлением на рабочий орган), так и деформацию самого сварочного гусака, влекущую за собой его замену.
В некоторых случаях очистку горелок от нагара предпочитают возлагать на операторов. В короткосрочной перспективе данное решение выглядит более бюджетно, но при этом операторы могут не соблюдать рекомендуемую периодичность периодичность очистки, либо деформировать сопло, что также приводит к ускоренному износу расходных элементов.
Преимущества станции очистки горелок AT01, Arctec
- Автоматизированная обрезка проволоки и очистка газового сопла.
- Объединение зоны сбрызгивания антипригарной жидкостью и зоны зачистки от нагара.
- Калибровочная игла для настройки и проверки ТСР манипулятора.
- Регулируемый вылет прижимной губки в зависимости от диаметра сопла.
- Крепление на сварочный стол или дополнительную опору.
- Пневматический мотор, эффективная очистка в независимости от степени загрязнения горелки.
- Регулируемый вылет и сила реза фрезы.
- Регулируемое количество используемой антипригарной жидкости.
- Интеграция с любым сварочным роботам.
- Возможность PnP и NpN управления.
- Широкий выбор фрез под различные конфигурации горелок.
- Поставляется в комплекте с блоком подготовки воздуха и контейнером для сбора обрезков проволоки и срезанного нагара.
Технические характеристики станции очистки горелок AT01, Arctec
| Наименование | AT 01 |
| Тип управления | PnP, NpN |
| Подключения воздушной магистрали | G 1/4 |
| Минимальный внутренний диаметр воздушной магистрали | 6 мм |
| Рабочее давление воздуха | 6-8 Бар |
| Напряжение | 24 В DC |
| Мощность | 2,8 Вт |
| Управляющее напряжение | 10 – 30 В |
| Номинальный потребляемый ток | 4 мА при напряжение 24 В |
| Максимальный потребляемый ток | 100 мА |
| Скорость вращения фрезы | 650 об/мин |
| Расход воздухапри работе | 400 л/мин |
| Объём накопителя для антипригарной жидкости | 500 мл |
| Пераметры обрезки проволоки при давлении | 6 Бар |
| Максимальный диаметр проволоки | 1,2 мм |
| Время обрезки проволоки | 1 сек |
Фрезы для станции очистки горелок
Наружный диаметр фрезы должен быть на 1 мм меньше, чем внутренний диаметр используемого в горелке сопла, внутренний диаметр фрезы на 1 мм больше, чем наружный диаметр используемого наконечника.
Фрезы под различные конфигурации горелок:
ZRW - 00123 Наружный диаметр 12 мм, внутренний диаметр 9,5 мм
ZRW - 00133 Наружный диаметр 11,5 мм, внутренний диаметр 9 мм
ZRW - 00154 Наружный диаметр 14 мм, внутренний диаметр 11 мм
ZRW - 00164 Наружный диаметр 15 мм, внутренний диаметр 11 мм
ZRW - 00193 Наружный диаметр 18 мм, внутренний диаметр 9,5 мм
ZRW - 00204 Наружный диаметр 19 мм, внутренний диаметр 11 мм
ZRW - 01123 Наружный диаметр 11,5 мм, внутренний диаметр 9 мм
ZRW - 01132 Наружный диаметр 12 мм, внутренний диаметр 9 мм
ZRW - 01163 Наружный диаметр 15 мм, внутренний диаметр 9,5 мм
Сварка строительных металлoконструкцийИспользование сварочного робота в комплексе со сборочно-сварочными столами позволило значительно автоматизировать процесс изготовления строительных металлоконструкций и повысить их качество за счет точности сборки.
Сварка корпусов газовых расходомеровВедущее российское предприятие по разработке и производству приборов учёта газа и жидкости приобрело два роботизированных комплекса для автоматизации сварки корпусов газовых расходомеров.
Сварка роботом узлов гусеничных тракторовДля крупнейшего тракторного производства внедрена технология роботизированной многопроходной сварки методом MAG с корректировкой положения сварочных швов с помощью лазерного триангуляционного датчика.
Сварка роботом кронштейнов кабельных лотковРоботизированный сварочный комплекс позволил существенно оптимизировать процесс производства выпускаемых изделий на производству металлоконструкций и кабеленесущих систем.
Отладка роботизированной сварки ковша экскаватораДля представителей одного из ведущих заводов по производству экскаваторной техники в России была проведена демонстрация сварки ковша с использование роботизированного сварочного комплекса.
Роботизация сварки на автокрановом заводеКомпания OSA участвует в поэтапной роботизации производства автокранового завода, на данном этапе выполнена поставка и пусконаладка пяти роботизированных ячеек для сварки основных компонентов автокранов.





