












Характеристики
Описание
Источники серии Mars CM/PM используются преимущественно для сварки конструкционных сталей в тяжёлом машиностроении, производстве металлоконструкций, изготовлении емкостей и резервуаров, транспортном машиностроении.
Эта серия сварочных аппаратов оснащена процессом управления «специальное энергетическое управление переходом короткого замыкания», управлением процессом переноса капель «регулировкой энергии импульса» и процессом управления энергией синергетического импульса, основанным на различных скоростях подачи проволоки, что применяется для сварки углеродистых сталей, нержавеющих сталей, алюминиевых сплавов и другой высококачественной сварки и т.д.
Mars CM/PM - это аппарат, отвечающий всем необходимым современным требованиям. Источник показывает отличные результаты и высокую стабильность при высоконагруженном производстве, что обусловлено следующими показателями:
- «Умный» аппарат может уменьшить количество брызг при сварке и поддерживать стабильность сварки.
- Благодаря отличной технологии компенсации и контроля длины дуги глубина дуги и плавки остается практически одинаковой при различных выступах электрода, положениях сварки и т.д.
- Благодаря технологии удаленной компенсации напряжения в условиях разной длины кабеля поддерживается одинаковое напряжение.
- Все параметры сварки можно настроить при помощи панели управления для обеспечения соответствия различным условиям сварки.
- Сварочные аппараты MGT с интерфейсом CAN-шины и различными коммуникационными протоколами можно соединять с промышленными роботами, автоматическим оборудованием и удаленными мониторами.
- Благодаря уникальной экспертной сварочной базе данных MGT удалось достичь режима синергетической сварки, а характеристики дуги были разработаны для соответствия различным условиям сварки, поэтому удалось значительно улучшить рабочие показатели и точность автоматической системы сварки.
- Благодаря стратегиям точного цифрового взятия образцов MGT обеспечивает высококачественную сварку от 30А до 300А при помощи одного и того же аппарата.
- Аналоговый интерфейс и все виды цифрового интерфейса в модели робота могут соответствовать параметрам сварочного аппарата, благодаря чему достигается отличное отслеживание дуги в соответствии с алгоритмом робота.
- Высокоскоростная цифровая система коммуникаций (до 500 кГц) позволяет избежать отклонений и задержек, причиной которых является релейное оборудование, а также ускорить реагирование системы.
- Гибкий коммуникационный протокол и открытые сварочные параметры могут расширить сварочные границы и достичь более стабильных характеристик сварки, уменьшения тепловых деформаций и т.д.
Преимущества Mars CM/PM, MGT
|
- Инверторная технология с цифровым микропроцессорным управлением.
- Синергетическое управление процессами MIG/MAG/CO₂, импульсная сварка MIG/MAG, сварка MIG/MAG с двойным импульсом.
- Стабильная сварка с вылетом проволоки до 30 мм.
- Стандартная функция блокировки для блокировки как передней панели, так и для защиты диапазона параметров.
- Стандартные функции сохранения сварочных заданий (до 50 заданий).
- Поддержка системы SMARC для работы в сети.
- Поддержка горелок типа "Up/Down" и типа "Push-pull".
- Функция MIG-пайки в качестве дополнительной опции.
- Удобны для построения многопользовательской системы.
- Доказанный рекорд в тяжёлой промышленности с 2014 года.
- Высокая устойчивость к колебаниям входного напряжения (до ±25%).
- Стабильность скорости подачи проволоки обеспечивается за счет применения оптических датчиков и высокоскоростной обратной связи между источником и механизмом подачи проволоки.
- Превосходная надёжность благодаря самозащите конструкции и отображению кода ошибки для облегчения обслуживания.
Спецификация сварочных процессов Mars CM/PM MGT
| Ручной | Mars PM500/400 AD | Mars PM500/400 AS | Mars PM500/400 N | Mars PM500/400 F | Mars CM500/400/350 |
| Роботизированный | Mars PM500/400 AD R | Mars PM500/400 AS R | Mars PM500/400 N R | Mars PM500/400 F R | Mars CM500/400/350 R |
| Сварочные процессы | |||||
| Синергетическая сварка MAG/CO₂ | ● | ● | ● | ● | ● |
| Углеродисто сталь (одиночный и двойной импульс) | ● | ● | ● | ● | – |
| Нержавеющая сталь (одиночный и двойной импульс) | ● | ● | ● | – | – |
| Алюминий и алюминиевые сплавы (одиночный импульс) | ● | ● | – | – | – |
| Алюминий и алюминиевые сплавы (двойной импульс) | ● | – | – | – | – |
| Кремниевая бронза | ○ | ○ | ○ | ○ | – |
| Алюминиевая бронза | ○ | ○ | ○ | ○ | – |
| Постоянное проплавление | ● | ● | ● | ● | – |
| Функции | |||||
| Подключение горелки “Push-pull” | ○ | ○ | ○ | ○ | ○ |
| Подключение промежуточного блока подачи проволоки | ○ | ○ | ○ | ○ | ○ |
| Подключение горелки с управлением “Up/Down” | ○ | ○ | ○ | ○ | ○ |
| Системный интерфейс Smarc | ○ | ○ | ○ | ○ | ○ |
● Стандарт ○ Опция
Технические характеристики Mars CM/PM MGT
| Ручной | Mars PM500/400 AD | Mars PM500/400 AS | Mars PM500/400 N | Mars PM500/400 F | Mars CM500/400/350 |
| Роботизированный | Mars PM500 / 400 AD R | Mars PM500 / 400 AS R | Mars PM500 / 400 N R | Mars PM500/400 F R | Mars CM500/400/350 R |
| Управление | Полностью цифровое управление | ||||
| Номинальное напряжение питания | ~3×380 В ±25% / ~3×400 В ±20% (285 - 475 В) | ||||
| Частота сети питания | 30-80 Гц | ||||
| Номинальная потребляемая мощность | 24 кВ-А/22,3 кВт | 24 кВ-А/22,3 кВт | 19,7 кВ-А/18 кВт | 15 кВ-А/12,7 кВт | 15 кВ-А/12,7 кВт |
| Коэффициент мощности | 0,93 | ||||
| Эффективный КПД | 87% | ||||
| Номинальное напряжение холостого хода | 73,3 В | ||||
| Диапазон сварочного тока | 30 – 500 A (400/350 А) | ||||
| Диапазон сварочного напряжения | 12 - 45 В | ||||
| Номинально сварочное напряжение | 39 В | 39 В | 34 В | 31,5 В | 31,5 В |
| Номинальная нагрузка (ПВ) +40⁰C | 500 А / 39 В / ПВ 60% 387 А / 33,5 В / ПВ 60% | 500 А / 39 В / ПВ 60% 387 А / 33,5 В / ПВ 60% | 400 А / ПВ 100% | 350 А / ПВ 100% | 350 А / ПВ 100% |
| Диаметр проволоки | 0,8 / 0,9 / 1,0 / 1,2 / 1,6 мм | ||||
| Режимы управления сваркой | 2-такта / 4-такта / 4-такта спец. / точечная сварка / сварка интервалами | ||||
| Динамика дуги | -9 - +9 | ||||
| Интерфейс для связи с роботом | Analog; DeviceNet; CAN Open; MGT CAN; EtherNet/IP (2) | ||||
| Охлаждение | Воздушное охлаждение, Жидкостное охлажение (опция) | ||||
| Электромагнитная совместимость | IEC60974: 10: EMS | ||||
| Класс изоляции | H | ||||
| Класс защиты | IP23S | ||||
| Защита от молнии | Класс D (6000 В/3000 А) | ||||
| Рабочая температура | От -39℃ до +40℃ | ||||
| Рабочая влажность | ≤ 95% | ||||
| Габаритные размеры (Д×Ш×В) | 620 х 300 х480 мм | ||||
| Общая масса | 52 кг |
| Характеристика | Значение |
| Номинальная мощность | 260 Вт |
| Номинальное напряжение | AC 380 - 400 В |
| Объём бака охлаждающей жидкости | 10 л |
| Расход охлаждающей жидкости | 3,5 л/мин |
| Максимальный напор насоса | 26 м |
| Сигнализация расхода жидкости | Есть |
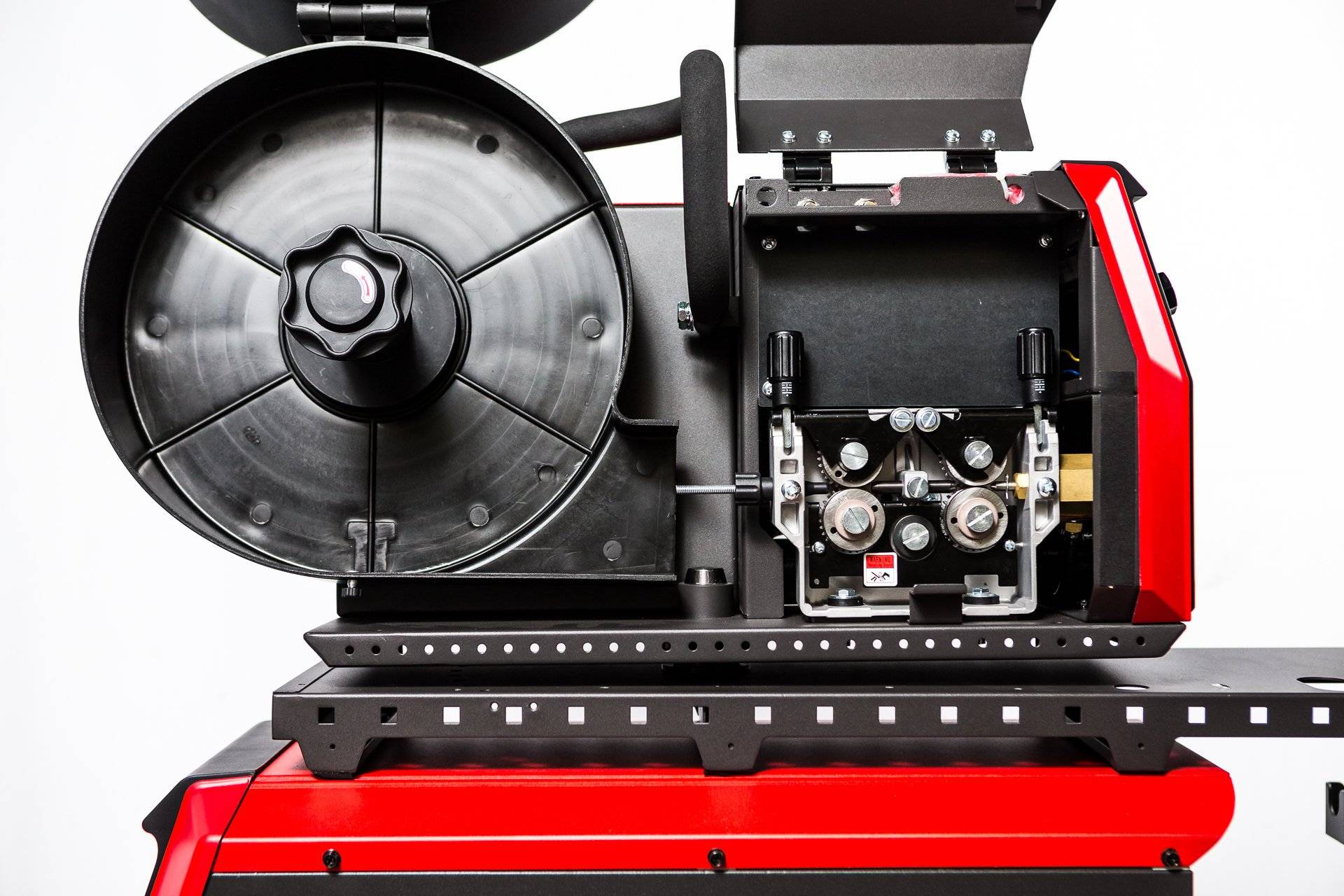
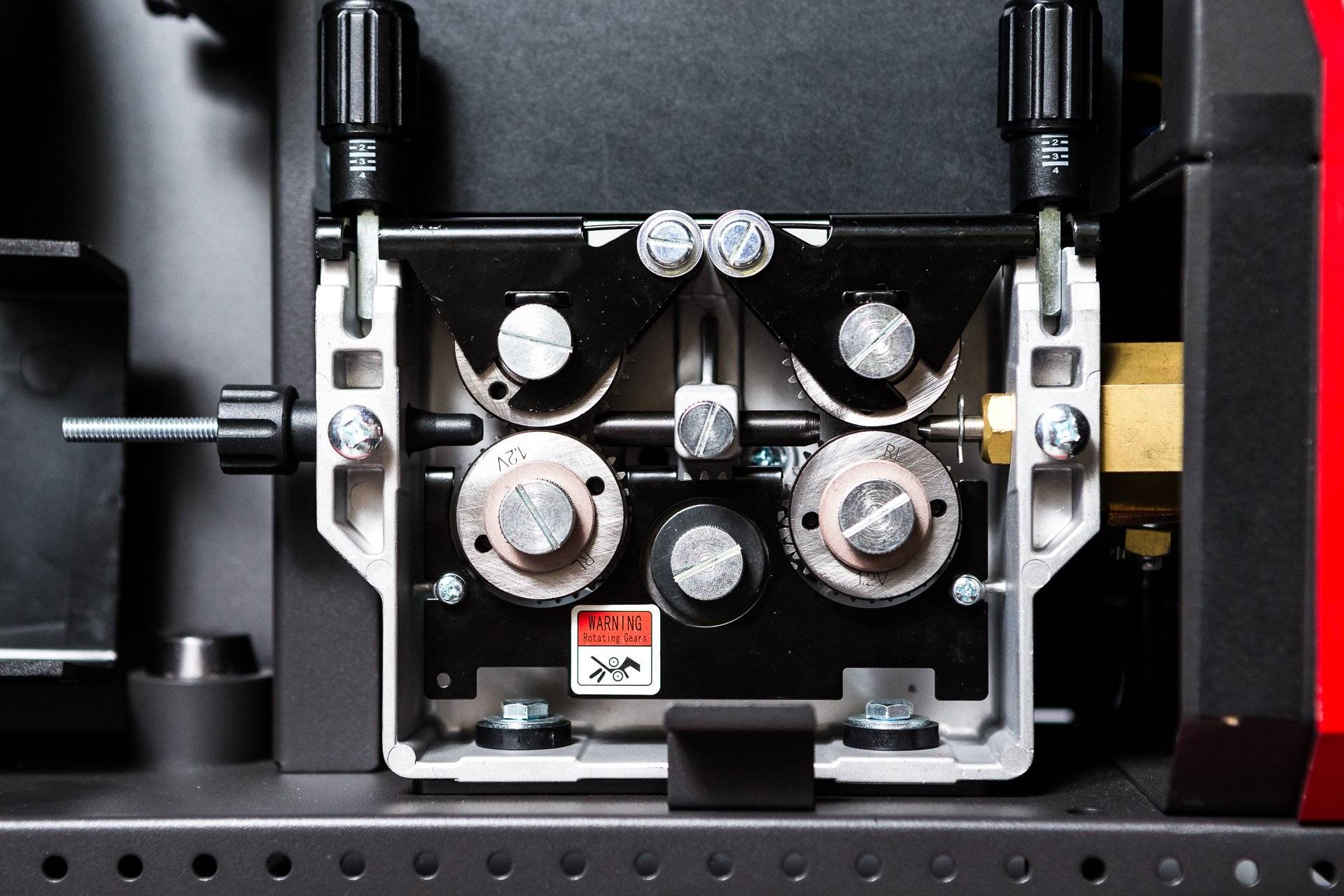
Промежуточный механизм подачи проволоки
Промежуточный механизм - это усиленный блок подачи в середине рабочей дистанции для сверхдальней подачи проволоки , который позволяет производить сварку находясь на большом расстоянии от источника. Устройство имеет цифровую панель индикации и позволяет производить точную настройку сварочных параметров в процессе работы.
- Лёгкий и компактный, прочный и долговечный, с металлической рамой, обтекаемый дизайн для максимальной мобильности.
- Цифровой дисплей для удобного контроля и настройки параметров сварки.
- Достижение рабочего диапазона до 58 м для сплошной стальной проволоки, в том числе 30 м для блока подачи проволоки сварочного полуавтомата, 25 м для промежуточного устройства подачи проволоки и 3 м для горелки.
- Низкая стоимость сварочных материалов, позволяющая работать с обычной сварочной горелкой.
- Широко применяется в условиях больших расстояний и узких пространств, например, при сварке больших резервуаров, в судостроение и производстве крупногабаритных стальных конструкций.
| Характеристика | Значение |
| Комплект поставки | Кабель питания; кабель управления (10 контактов); газовый шланг, водяной шланг, канал подачи проволоки |
| Сечение кабеля питания | Стандартно: 50 мм²; Индивидуально: 70 мм² |
| Сварочный ток (кабель 50 мм²) | ПВ 60% при 380 А, ПВ 100% при 300 А |
| Максимальная длина кабеля промежуточного привода подачи проволоки | Сплошная проволока из углеродистой стали - 25м |
| Сплошная проволока из нержавеющей стали - 25м | |
| Порошковая проволока из углеродистой стали - 15м | |
| Алюминий и алюминиевые сплавы - 10м | |
| Напряжение питания привода подачи | 24 В постоянного тока |
| Скорость подачи проволоки | 1,5 - 24 м/мин |
| Масса промежуточного привода подачи проволоки | 4,3 кг |
| Цифровой ампервольтметр | Да |
| Конфигурируемость функций | Да |
| Функция блокировки | Да |
Конструктивные особенности полуавтоматов MGT
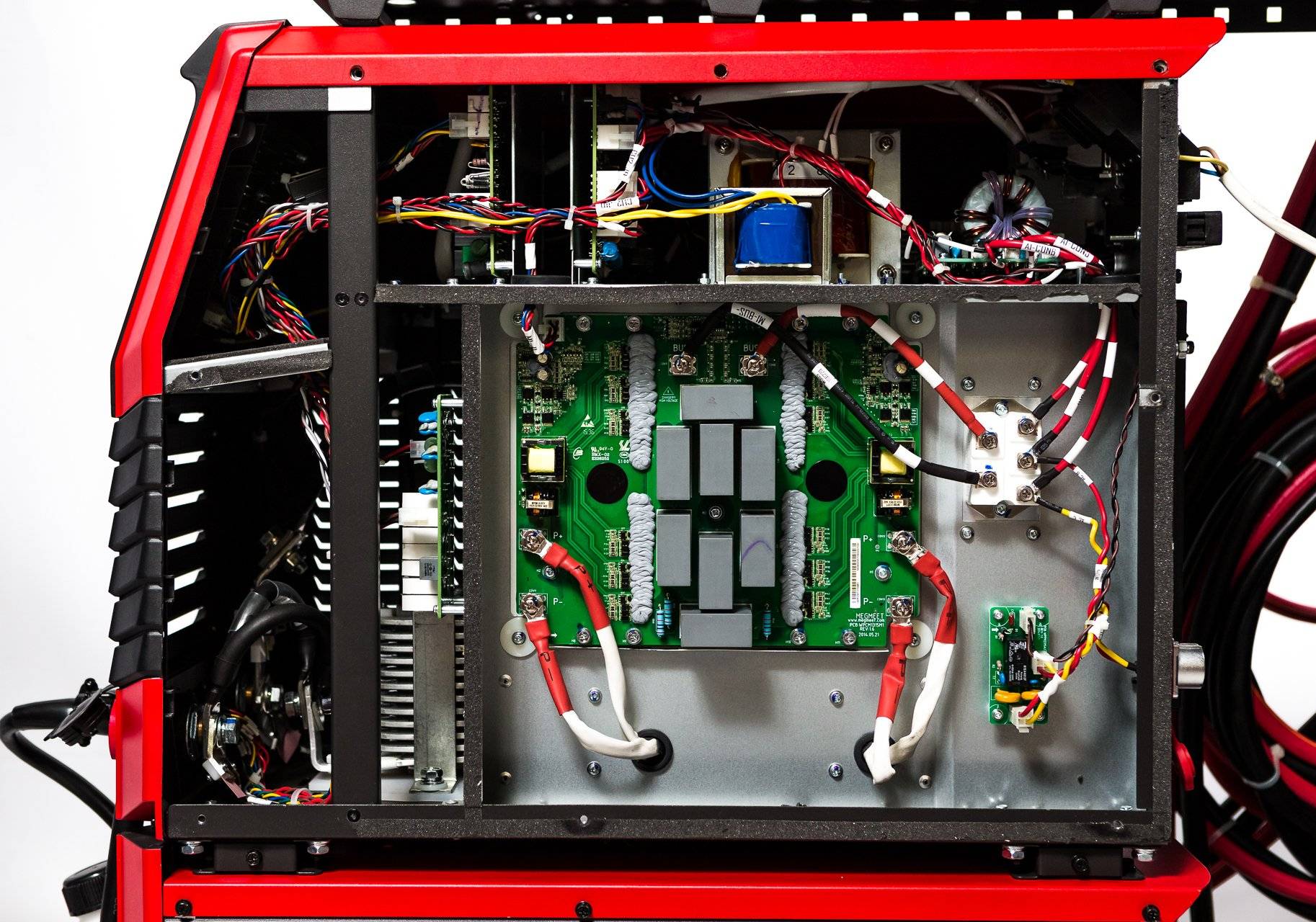
Мощная электроника, современных компьютерные технологии, глубокое изучение и применение знаний о свойствах дуги, металлов и сварочных процессов позволили компании MGT разработать прогрессивный полностью цифровой сварочный полуавтомат для высоконагруженного промышленного производства. Электрическая схема инверторного блока, работающего на частоте до 64 кГц ( у аналогов до 30 кГц), разработана на основе использования высоконадежных неполярных конденсаторов (900 V 12 mF+/-5%), имеющих низкое значение собственной паразитной индуктивности, малые потери и способные надежно работать на повышенных частотах в устройствах силовой электроники и преобразовательной техники.
| Схема не содержит дорогих, имеющих ограниченный срок службы, высокоёмких электролитических конденсаторов (450 V 680 mF+/-15%), что резко повышает надежность работы, снижает массо-габаритные характеристики, улучшает стабильность сварочных режимов и снижает стоимость аппарата по сравнению с ближайшими однотипными аналогами. Конструкция силового модуля выполнена в виде двух независимых модулей инверторов на самых современных силовых элементах IGBT фирмы Infineon Technologies. За счет этого достигнут повышенный КПД аппарата (PN =100% С) и увеличены мощностные показатели. |
| Печатные платы выполнены по технологии SMD (Surface Mounted Device) монтажа, которая позволяет существенно снизить стоимость и габариты изделий с одновременным повышением их надежности. Использование компактных и высокотехнологичных SMD-компонентов дает возможность повысить степень интеграции, снизить нагрузку на внутренние источники питания и, как результат - достигнуть высокую компактность узлов и блоков аппарата. |
| Задание и контроль режимов работы осуществляется микропроцессорной системой управления Texas Instruments Inc(США), позволяющая вносить изменения и дополнения в программное обеспечение аппарата по специфическим требованиям Заказчика. Гибкий коммуникационный протокол и открытые сварочные параметры расширяют возможности и делают сварку более стабильной и быстрой, а изделие менее подвержено тепловой деформации. |
| Оборудование MGT разработано под технологию Industry 4.0 (Индустрия 4.0). Оно ориентировано на взаимодействие деталей в производстве и конечной продукции без участия человека. Сварочные полуавтоматы MGT могут свободно подключаться к промышленным роботам, автоматическому оборудованию, пультам управления и удаленным мониторам благодаря интерфейсу CAN-BUS и различным коммуникационным протоколам связи. Аналоговый интерфейс и все виды цифрового интерфейса в модели робота могут соответствовать параметрам сварочного аппарата, благодаря чему достигается отличное отслеживание дуги в соответствии с алгоритмом сварочного робота. Также все параметры сварки можно настроить и контролировать при помощи панели управления для обеспечения соответствия различным условиям сварки. |
Спецификация серий полуавтоматов MGT
| Серия продуктов | Свариваемые / сварочные материалы | Сварочный процесс | Рекомендуемый процесс сварки | |||||||||||
| Стальная сплошная проволока | Нерж. стали | Алюм. сплавы | AlSi CuSi (1.2mm) | С метал-им сердечником | MAG/CO2 | FCAW | Pulse MIG/MAG | MMA | Спокойное пропла- вление | Ударное пропла- вление | Ступенчатое пропла- вление | DP Fusion | LSA | QPT [3] |
| Mars CM 500/400/350 | ● | ● | ● | ● | ||||||||||
| Mars PM 500/400 F | ● | ○ | ● | ● | ● | ● | ||||||||
| Mars PM 500/400 N | ● | ● | ○ | ● | ● | ● | ● | |||||||
| Mars PM 500/400 AS | ● | ● | ● | ○ | ● | ● | ● | ● | ||||||
| Mars PM 500/400 AD | ● | ● | ● | ○ | ● | ● | ● | ● | ||||||
| Pluton 500/400/350 D | ● | ● | ● | ● | ● | ○ | ○ | |||||||
| Pluton 500/400/350 P | ● | ● | ● | ● | ● | ● | ● | ○ | ○ | |||||
| Pluton 500/400/350 Q | ● | ● | ● | ● | ● | ● | ● | ● | ○ | ○ | ||||
| Pluton 500H/500/400 D | ● | ● | ● | ● | ● | |||||||||
| Pluton 500 H/500/400 P | ● | ● | ● | ● | ● | ● | ● | |||||||
| Pluton 500 H/500/400 Q | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Alpha DM 3000/3000 S | ● | ● | ● | ● | ● | |||||||||
| Alpha PM 3000/3000 S | ● | ● | ● | ● | ● | ● | ● | |||||||
| Alpha PM 3000 Q/3000 QS | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Mars CM500 C | ● | ● | ● | ● | ||||||||||
| Uran CM 500 H/500/400/350 | ● | ● | ● | ● |
● Стандарт ○ Опция
DP Fusion - импульсная сварка с низким разбрызгиванием.
QPT - сварка короткой дугой с быстрыми импульсами.
LSA - сварка с низким разбрызгиванием.
[1]: MIG/MAG сварка с двойным импульсом для алюминиевых сплавов недоступна для Mars PM500/400 AS.
[2]: Промежуточный механизм подачи проволоки и горелки типа Push-Pull применимы только с евроразъёмом.
[3]: QPT: Quick Power Technology. Скорость импульсной MIG/MAG сварки в 2 раза превышает скорость стандартной импульсной сварки MIG/MAG. Это снижает чувствительность к защитному газу при сварке нержавеющей стали.
Преимущества полуавтоматов MGT
Основными преимуществами промышленных полуавтоматов производства MGT являются: надежность оборудования, постоянство результата и стабильность работы, применение высоких технологий, высокая экономическая эффективность использования.
Надежность- Защита класса D от молний и перенапряжения (выдерживает 6000В/3000А).
- Оборудование адаптировано для работы в условиях нестабильного питания сети, питания от генератора, очень длинных кабелей питания, стабильная работа в диапазоне напряжения 380 В, 30-80 Гц.
- Возможность работы при температуре от -40 до +50 С, в условиях осадков и высокой влажности до 95%.
- Контроль температуры разъемов и предупреждение об их перегреве из-за возможного повреждения.
- Успешно пройдены тесты на устойчивость к солевым спреям, металлической пыли и на электропроводность, тест предельных нагрузок HALT - совмещение всех негативных факторов.
- Полуавтоматы свободно подключаются к роботам, автоматическому оборудованию и пультам управления благодаря интерфейсу CAN-BUS и различным протоколам связи.
- Уникальная сварочная база данных MGT позволила настроить характеристики дуги для различных условий сварки, существенно повысив работоспособность и допустимое отклонение автоматических систем сварки.
- Благодаря точным цифровым измерениям и системе контроля, MGT достигает высокого качества сварки при режимах от 30 до 500 А, используя один и тот же источник.
- Высокоскоростная цифровая система связи (до 500 кГц) позволяет избежать отклонений и задержек, которые идут от оборудования и повышает время отклика системы.
- Прогрессивная работа системы охлаждения регулирует скорость воздушного потока в зависимости от режимов работы и мощности сварочного тока.
- Благодаря высокой частоте работы и полностью цифровому управлению, дискретность оборудования может корректироваться и отклонения между источниками могут быть устранены.
- Низкие рабочие температуры и высокая точность обеспечивают одинаковую производительность в различных условиях.
- Превосходный контроль со стороны системы управления обеспечивает одинаковые результаты на выходе сварочных источников, вне зависимости от внешних факторов.
- Интеллектуальные машины позволяют снизить количество брызг и сохранить стабильность.
- Благодаря технологии компенсации и контроля длины дуги, глубина проплавления и дуга остаются постоянными при различной длине дуги и различных пространственных положениях.
- Технология компенсации напряжения сохраняет значение напряжения постоянным от длины кабеля.
- Полуавтоматы MGT экономят 6-10 кВт электроэнергии на каждую использованную катушку проволоки.
- Полуавтоматы MGT на 500 А потребляют меньше электричества чем традиционные источники на 200 А.
- Модернизация программного обеспечения позволяет использовать один полуавтомат для различных задач и металлов.
- Компенсация напряжения поджига и контроль управления дугой адаптированные полуавтоматом MGT помогают даже начинающему сварщику достичь стабильной производительности.
- Синергетический режим основан на базе данных MGT, оператору достаточно лишь установить ток или скорость подачи проволоки, остальные параметры будут выставлены автоматически.
Подробное описание не доступно на мобильных устройствах, рекомендуем перейти на полную версию сайта.
Сварка алмазных франкфуртовДля повышения скорости и качества производства шлифовальных алмазных франкфуртов нашими специалистами было предложено клиенту использование сварочного робота в комплексе с поворотным сварочным столом.
Сварка рам гоночных баггиРоботизированный сварочный комплекс позволил повысить скорость, качество и точность сборки металлических рам багги.
Сварка строительных металлoконструкцийИспользование сварочного робота в комплексе со сборочно-сварочными столами позволило значительно автоматизировать процесс изготовления строительных металлоконструкций и повысить их качество за счет точности сборки.
Сварка ступиц сельхозтехникиРоботизированный сварочный комплекс позволил повысить скорость, качество и точность сборки ступиц сельскохозяйственной техники.





